
服务热线
服务热线
我们天天与加工打交道,也常常提及加工精度但是,在你说精度的时候,你真的说对了吗?今天让我们来看看“加工精度”那些事儿吧!01精确度与精密度的区分精确度表示测量结果的正确性,精密度表示测量结果的重复性和重现性,精密度是精确度的前提条件,下图是一个很好的说明。
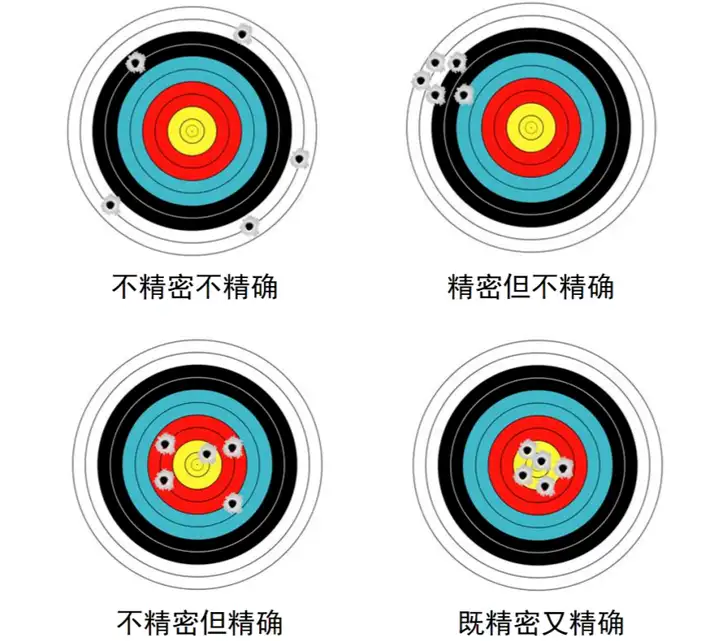
精确度(Accuracy)指得到的测定结果与真实值之间的接近程度测量的精确度高,是指系统误差较小,这时测量数据的平均值偏离真值较少,但数据分散的情况,即偶然误差的大小不明确精密度(Precision)指使用同种备用样品进行重复测定所得到的结果之间的重现性、一致性。
有可能精密度高,但精确度是不高例如,使用1mm的长度进行测定得到的三个结果分别为1.051mm、1.053、1.052,虽然它们的精密度高,但却是不精确的02机床精度的定义当你在对比数控机床的时候,如果A机床厂样本的“定位精度”标为0.002mm,而B机床厂样本的“定位精度”标为0.004mm。
通过这两个直观的数据,你会很自然地认为A机床厂的机床比B机床厂的精度要高然而,事实上很有可能B机床厂的机床比A机床厂的精度要高,问题就在于它们精度定义的标准所以,当我们谈到数控机床的“精度”时,务必要弄清标准、指标的定义及计算方法。
一般说来,精度是指机床将刀尖点定位至程序目标点的能力。然而,测量这种定位能力的办法很多,更为重要的是,不同的国家有不同的规定。

欧洲机床生产商:欧洲机床生产商,特别是德国厂家,一般采用VDI/DGQ3441标准日本机床生产商:标定“精度”时,通常采用JISB6201或JISB6336或JISB6338标准JISB6201一般用于通用机床和普通数控机床,JISB6336一般用于加工中心,JISB6338则一般用于立式加工中心。
美国机床生产商:通常采用NMTBA标准(该标准源于美国机床制造协会的一项研究,颁布于1968年,后经修改)当标定一台数控机床的精度时,非常有必要将其采用的标准一同标注出来采用日本JIS标准,其数据比用德国VDI标准或美国的NMTBA标准明显偏小。
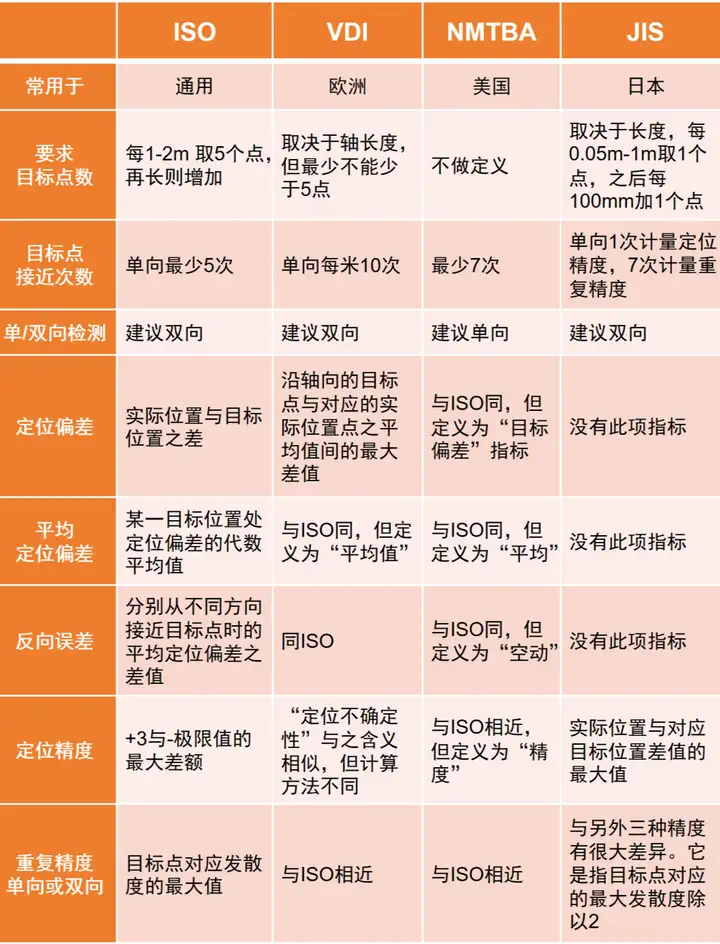
同样的指标,不同的含义经常容易混淆的是:同样的指标名在不同的精度标准中代表不同的意义,不同的指标名却具有相同的含义上述4种标准,除JIS标准之外,皆是在机床数控轴上对多目标点进行多回合测量之后,通过数学统计计算出来的,其关键不同点在于:。
1)目标点的数量2)测量回合数3)从单向还是双向接近目标点(此点尤为重要)4)精度指标及其它指标的计算方法这是4种标准的关键区别点描述,正如人们所期待的,总有一天,所有机床生产商都统一遵循ISO标准因此,这里选择ISO标准作为基准。
下表中对4种标准进行了比较,本文仅涉及线性精度,因为旋转精度的计算原理与之基本一致
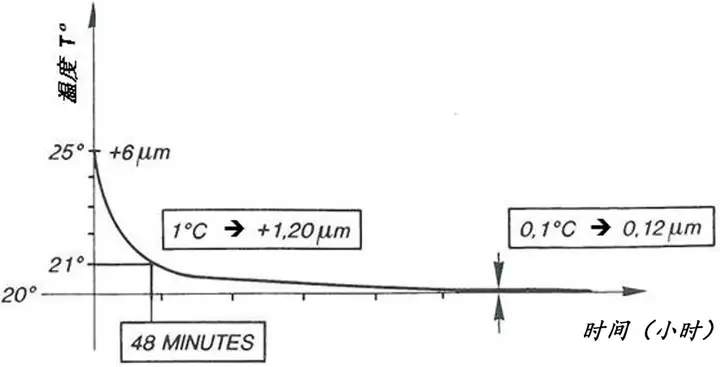
03热稳定(温度对精度的影响)钢件:100 x 30 x 20 mm温度从25℃下降到 20℃尺寸的变化:在25℃时,尺寸偏大6μm,当温度降至20℃时,尺寸仅偏大0.12μm,这是一个热稳定的过程,即使温度迅速下降,仍然需要一个持续的时间才能维持精度。
越大的物体,在温度变化时需要更多的时间来恢复精度稳定
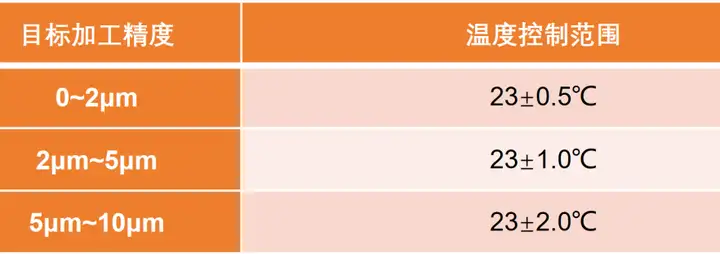
进行高精度加工,对于温度问题是绝对不能忽视的,因为温差可是精度的敌人具体来说材料都会存在热胀冷缩,我们用的钢材直线膨胀为长度每米在温度变化1°C 时会产生12μm 的变化这是全世界每个角落,每种机器都不变的事实。
没有精密加工经验的工厂,在去做精密加工时,往往将精度不稳定的原因归咎于设备精度问题而有精密加工经验的工厂,他们都知道这是最基本的常识,对于环境温度与机床的热平衡会非常重视他们非常清楚,即使是高精密的机床也只有在稳定的温度环境与热平衡状态下才能获得稳定的加工精度。
关注机械学霸小程序,获取资源更直接!免责声明:本文系网络转载,版权归原作者所有。如涉及版权问题,请与机械学霸联系,我们将第一时间协商版权问题或删除内容。


扫一扫关注我们









